+86-029-33774395






Чтобы разработать технологию термической обработки металлов, достаточно твердо придерживаться этих четырех пунктов.
2026-03-05
В производстве я много лет видел множество случаев: из одной и той же стали кто-то изготавливает детали, которые служат десять лет, а другие ломаются сразу после запуска. В чем разница? Скорее всего, не прошла проверку на этапе термической обработки. Многие думают, что термическая обработка — это просто «прокалить и бросить в воду». Если бы это было так просто, не было бы так много брака из-за растрескивания, деформации или недостаточной твердости изделий. Термическая обработка — это процесс, который «наполняет» металл «душой». Как правильно определить эту «душу»? Освоив эти четыре пункта, ты тоже сможешь разработать надежную технологию термической обработки.

Вот профессиональный перевод на русский язык, сохраняя техническую точность и стиль оригинала: Шаг 1: Сначала выясните «характер» материала.
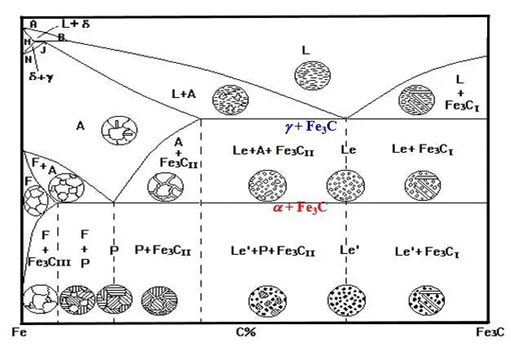
Термическая обработка материала похожа на выбор партнера: сначала нужно понять его характер. Видов стали очень много. Все, кто занимается техникой, видели железоуглеродную диаграмму и знают, что такое евтектоидная и доэвтектоидная сталь. Но в реальном производстве мы имеем дело с конкретными материалами – это может быть низкоуглеродистая, среднеуглеродистая, легированная или нержавеющая сталь. У каждого материала свои «уязвимые места».
Возьмем, к примеру, сверхдвойную нержавеющую сталь SAF2507: она обладает высокой прочностью, но относительно низкой пластичностью и вязкостью. При нагреве до температуры 600–100 °C в ней легко выделяются карбиды и нитриды, и коррозионная стойкость сразу снижается.
Поэтому, получив материал, первое, что нужно сделать – не думать, как его нагревать, а изучить его теплофизические свойства. Хотя подробные параметры можно найти в технических справочниках.
Шаг 2: Четко определите, «что вы хотите»
Этот момент чаще всего игнорируют, но он самый важный. Какую цель вы хотите достичь с помощью термической обработки? Хотите, чтобы поверхность была твердой? Или чтобы сердце материала было вязким? Чтобы облегчить механическую обработку? Или чтобы устранить внутренние напряжения? Цель определяет средства.
Приведу реальный пример: предположим, мы изготавливаем сварную полую ось. Сначала нужно продумать весь технологический процесс: из кованой заготовки делать ось или из стальной трубы? Кованая заготовка имеет плотную структуру, но дороже, труба дешевле, но её свойства могут быть хуже.
На этапе предварительного планирования нужно сразу решить: нужна ли заготовке предварительная улучшающая термическая обработка (закалка с отпуском)? Если провести улучшение перед сваркой, то после сварки внутренние напряжения будут высокими – нужно ли тогда делать отжиг для снятия напряжений?
И самый главный момент: после отжига для снятия напряжений ось ещё нужно подвергнуть тонкой токарной обработке. Нужно убедиться, что твердость после отжига позволит резцу нормально обрабатывать материал. Если она слишком высокая, не нужно ли в технологический процесс добавить операцию мягчения?
Это и есть предварительное планирование. Если технологическая схема не продумана до конца, работа на оборудовании превращается в чистую случайность.
В передовом производстве это называется «синхронный инжиниринг»: когда одновременно с проектированием изделия разрабатывается и технология его изготовления, чтобы избежать переделок в дальнейшем.
Шаг 3: Выберите правильный «режим нагрева» и «метод»
Способы термической обработки очень разнообразны, по некоторым данным их насчитывается более шестисот. Но не волнуйтесь: в промышленной практике мы ежедневно имеем дело с четырьмя основными видами обработки – отжигом, нормализацией, закалкой и отпуском. Каждый из них выполняет свою функцию:
- Отжиг: это как «йога» для металла – медленное охлаждение, которое снимает напряжение, снижает твердость и облегчает механическую обработку.
- Нормализация: охлаждение на воздухе, подобно «легкому бегу», измельчает зерна и выравнивает структуру.
- Закалка: «предельный спринт» – быстрое охлаждение, которое резко повышает твердость, но делает металл хрупким.
- Отпуск: «расслабление» после закалки, восстанавливающее вязкость материала.
Зная эти базовые приемы и сочетая их со свойствами материала (шаг 1), можно подобрать подходящую технологию. Например, компания Liangang при производстве сверхпрочных стальных листов толщиной 2 мм разработала технологию контролируемой прокатной закалки для выравнивания листов. После закалки неплоскостность листа толщиной 2 мм удерживается в пределах 2 мм/м – это и есть мастерское владение «режимом нагрева».
Шаг 4: Учтите форму и условия работы детали
Этот шаг проверяет практический опыт. Не все детали можно просто бросить в печь. Нужно учитывать их форму, толщину и конструкцию.
- Тонкостенные детали: например, тонкие элементы – при отжиге они могут деформироваться и выйти из строя, часто в такой обработке нет необходимости.
- Детали сложной формы: сложные штампы при неравномерном нагреве и охлаждении легко трескаются. Здесь применяют ступенчатый нагрев, предварительное охлаждение или изотермическую закалку.
- Условия фиксации: свободна ли деталь в механизме или жестко закреплена? Если она приварена к крупной конструкции и не помещается в печь целиком, используют локальную термическую обработку или вибрационное снятие напряжений.
Современные передовые предприятия, например, автоматическая линия термической обработки турбинных дисков авиационных двигателей, обрабатывает детали массой 6 тонн каждый день. Время переноса детали из печи в масляную ванну контролируется в пределах 15 секунд. Почему такие строгие требования? Потому что даже небольшая задержка снижает температуру, нарушает структуру – и диск становится бракованным.
Термическая обработка — не изолированный этап, а звено в общей производственной цепочке, которое должно согласовываться с предыдущими и последующими операциями.
Разработка технологии термической обработки — это по сути разговор с «атомами» металла. Нужно знать, при какой температуре он себя чувствует комфортно, когда должен двигаться, а когда оставаться в покое.
Четыре пункта, о которых мы говорили сегодня: изучить материал, чётко определить цель, выбрать правильный метод и учесть особенности детали — это итог десятилетнего опыта опытных мастеров-производственников.





